以下是:弯管弯管生产厂家原料层层筛选的产品参数
| 最小起订 | 1 |
|---|
| 质量等级 | 1 |
|---|
| 是否厂家 | 是 |
|---|
| 产品材质 | 齐全 |
|---|
| 产品品牌 | 航萧管件 |
|---|
| 产品规格 | 齐全 |
|---|
| 发货城市 | 聊城 |
|---|
| 产品产地 | 聊城 |
|---|
| 加工定制 | 按图纸加工 |
|---|
| 产品型号 | 齐全 |
|---|
| 产品重量 | 10 |
|---|
| 适用领域 | 锅炉,桥梁,体育场 |
|---|
| 工作温度 | 10 |
|---|
以下是:弯管弯管生产厂家原料层层筛选的图文视频
弯管弯管生产厂家原料层层筛选,航萧管件有限公司为您提供弯管弯管生产厂家原料层层筛选产品案例,联系人:宋经理,电话:17306359888、17306359888,QQ:46564996,发货地:聊城经济开发区崂山路物流院内发货到广西省 贺州市 八步区、昭平县、钟山县。 广西壮族自治区,贺州市 贺州市自古以来就是桂粤湘三省(区)通衢之地,留存着跨越千年的历史人文底蕴。有以潇贺古道为基石的古道文化、以南岭民族文化为元素的民俗风情文化、以锡矿采冶为载体的矿业文化。春秋战国之前,贺州地域属交趾;汉代置苍梧郡,三国设临贺郡,隋代立贺州郡,明清属平乐府、梧州府;1997年,设立贺州地区;2002年,经中华人民共和国国务院批准撤销贺州地区设立贺州市。
为了给您提供更的弯管弯管生产厂家原料层层筛选产品信息,解锁弯管弯管生产厂家原料层层筛选产品新体验,视频带你玩转每个细节!
以下是:弯管弯管生产厂家原料层层筛选的图文介绍


如何操作全自动弯管机? 全自动弯管机的使用其实就是通过对主油缸进行升降,当主油缸升降到一定高度时,松开手把,暂停几秒钟,减少回弹,这时可以用角度来测量尺寸来控制冷弯管的角度,然后上提主油缸底座控制手把,同时释放油缸动力,通过全自动弯管机上的台钳来控制手把。 全自动弯管机在运行时,每一个冷弯管开始弯曲时,前、中、前均需一次测平,这样可以减少由于各种因素引起的对弯管角的影响。弯管的工作原理其实非常简单,但其应用非常广泛。 弯管在现实生活中有很多地方会用到;例如制造飞机,跟随社会的发展,科技的进步,人们的生活水平的提高,开在路上的私家车也越来越多,在汽车的生产零件上就需要弯管,有些洗手间需要弯管,有些洗手间需要弯管,有些洗手间还需要弯管,比如浴缸手把等等,所以,弯管的使用与人类的生活息息相关。 高难度的管件,全自动弯管机也可以轻松驾驭,通过材料加工处理,可有效防止管件在运行和使用过程中管道产生的不良反应,在内地主要用于桥梁、船舶、钢板结构、管道工程等,可有效防止或减缓管件变形。还可以用弯管机来做弯管。



航萧管件有限公司主打的产品【广西贺州弯管】得到了国内外客户的一致好评。
航萧管件有限公司的四大特色:
1、强大的【广西贺州弯管】技术团队,赋予了【广西贺州弯管】产品优质与稳定;
2、丰富的经验,为客户量身定做心中理想、满意的【广西贺州弯管】;
3、完善的服务体系,让客户享受到研发、销售、制造服务;
4、的售后团队服务,为客户解决【广西贺州弯管】后顾之忧;



现在随着五金行业的不断发展,弯管加工技术越来越重要,在生活中,管材弯曲与板材弯曲都是必不可少的物件,在工艺上来说,固然从变形性质等方面看非常相似,弯曲加工时不仅轻易引起横断面外形发生变化,同时也使壁厚发生变化。 因此,在无锡弯管加工方法、需要解决的工艺难点、产品的缺陷形式和防止措施、弯曲时用的模具及设备等方面,两者之间存在很大差别。我们知道,在纯弯曲的情况下,外径为D,壁厚为S的管子受外力矩M的作用而弯曲时,弯曲变形区的外侧材料受到切向拉伸应力的作用而伸长,从而使外侧管壁减薄:内侧材料则受到切向压应力的作用而缩短,从而使内侧管壁增厚。杭州弯管讲到因为位于弯曲变形区外侧和内侧的材料所受的切向应力,故其管壁的厚度变化也。因此,外侧管壁会过量减薄。当变形程渡过大时,外侧管壁会产生裂纹,内侧管壁会泛起失稳而起皱。 同时,因为弯曲内、外侧管壁上切向应力在法向的协力的作用,使弯曲变形区的圆管横截面在法向受压而产生畸变,即法向直径减小,横向直径增大,从而成为近似卵形。变形程度越大,则畸变现象越严峻。另外,杭州弯管讲到因为从拉应力过渡到压应力的弹性阶段的存在,卸载时外层纤维因弹性恢复而缩短,内层纤维因弹性恢复而伸长,结果使工件弯曲的曲率和角度发生明显变化,与模具的外形和设计要求的外形不一致,造成弯曲回弹现象,降低了弯曲件的工艺精度。



hangx

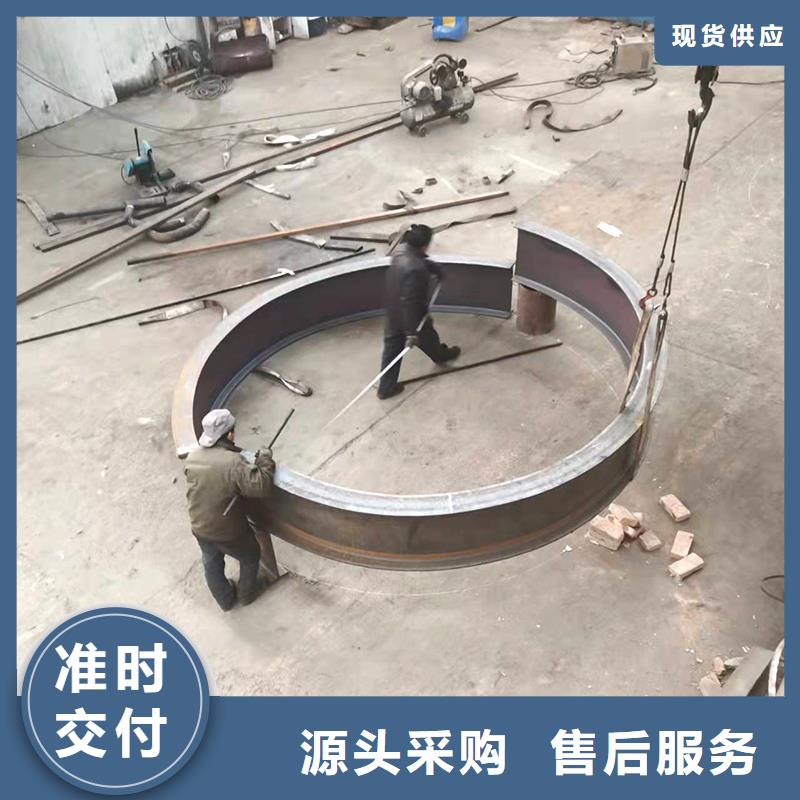
加热炉环形弯管生产制造加工工艺。 伴随着加热炉商品自动化技术生产技术的发展趋势,及其对生产率的规定,绝大多数超低温一部分环形管产品的生产制造,将由相对性自动化技术程度高的环形管生产流水线来进行,这对其配置的弯管机器设备明确提出高些的规定.基本生产流水线弯管机一般只具有R/D=1.3~1.5弯管的冷弯弯的制,针对R/D更小的小R弯管一般在环形管直段一部分加工工艺焊缝,选用预弯、挤压成型、铸轧的方法生产制造小R弯管,再将小R弯管与环形管拼凑的生产制造加工工艺,因而该传统式生产制造加工工艺成本增加、率低。 加热炉环形弯管生产制造加工工艺 一、我企业引入了一套大中型环形管生产流水线,将弯管机冷拔弯管工作能力至R/D=1,另外具有双重双R卷制的作用,自动化技术水平。为对该环形管生产流水线中关键构成机器设备弯管机开展试弯调节,及对该生产流水线将要担负的初次生产制造每日任务的可行性分析开展论述,因而需开展有关的工艺性能实验。 二、应用领域及标准 水管直径:Φ32-63mm 水管壁厚:3-11mm 弯曲半径:32-22b250m 少弯曲半径:1D(弯折标准:壁厚/管经>10%) 弯折精密度:±0.1° 弯折速率:0-3r.p.m 弯折视角:0-190° 三、关键构成部分 机械结构:机器设备床体、弯折悬臂、顶镦组织、夹持模、靠模等 电气设备自动控制系统:弯管主要参数的操纵、调整和显示设备、故障检测和报警设备、自动开关和调整旋纽等 液压机自动控制系统:液压系统、液压机比例阀、输油管等
选购弯管弯管生产厂家原料层层筛选来广西省贺州市找航萧管件有限公司,我们是厂家直销,产品型号齐全,确保您购买的每一件产品都符合高标准的质量要求,选择我们就是选择品质与服务的双重保障。联系人:宋经理-17306359888,{QQ:46564996},地址:[经济开发区崂山路物流院内]。